



Investment Casting Temperature Sensor Boss
Delivery term:The date of payment from buyers deliver within days- Price:
Negotiable
- minimum:
- Total supply:
- Delivery term:
The date of payment from buyers deliver within days
- seat:
Zhejiang
- Validity to:
Long-term effective
- Last update:
2025-01-05 16:03
- Browse the number:
495
- Ningbo Suijin Machinery Technology Co., Ltd.
-
Contact:
nbsjcast(Mr.)
-
Email:

-
Telephone:

-
Phone:

-
Area:
Zhejiang
-
Address:
Yushantou, Dongqiao Town, Haishu area, Ningbo city, Zhejiang, China.
- Website: http://www.nbsjcast.com/ http://nbsjcast.stress-free-property.com/
 By certification [File Integrity]
By certification [File Integrity]
Product details
What is Oxygen sensor boss?

An oxygen sensor boss refers to a threaded hole or boss on an exhaust system component, such as the exhaust manifold, catalytic converter, or exhaust pipe, where an oxygen sensor (also known as an O2 sensor) is installed. The boss provides a designated location for the oxygen sensor to be screwed in securely.
The oxygen sensor is an important component in modern automotive systems, as it measures the oxygen content in the exhaust gases. It helps the engine control unit (ECU) monitor and adjust the air-fuel mixture for optimal combustion efficiency and to reduce emissions. The oxygen sensor boss ensures proper positioning and attachment of the oxygen sensor to accurately measure the oxygen levels in the exhaust gases.

01 Part name
Oxygen sensor boss

02 Application
Automotive Industries

03 Material
Stainless steel

04 Process
Investment casting
& Machining

05 Casting method
Thermal Gravity Casting

06 Surface finished
As raw cast
(Shot blasting)
Part application-Auto industries

Investment castings for automotive applications require intricate structure, high precision, and reliable performance. Our services focus on high complex investment casting parts. We offer reliable and versatile parts manufacturing solutions to global automotive OEMs.
Engine system
Typical investment casting part we produce include:
1:ERG Housing
2:EGR Sensor Boss
3:Fuel Rail Bracket
4:Exhaust Inlet/outlet Cone
5:Fuel Injection Seat
Transmission system
Typical investment casting part we produce include:
1:Brake balance block
2:Shift sleeve
3:Balance weight
4:Connecting Rod
5:Pillow block
Chassis system
Typical investment casting part we produce include:
1: Square Bearing Housing
2: Steering Knuckles
3: Tie Rod
4: Starter Motor Cover
5: Brake Calipers



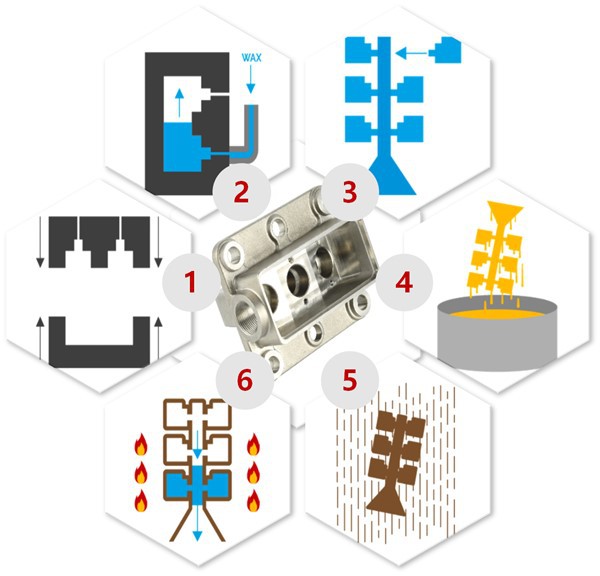
Production process introduce
1. Tooling Build
Design and building a metal die from Aluminum
2. Wax Injection
Injecting melted wax under high pressure into the cavity to get a pattern that replicates the finished part geometry
3. Wax Pattern Assembly
The wax patterns are assembled onto runners and into a finished tree which is ready to be dipped.
4. Slurry Coating
The assembly is then dipped into a high-grade ceramic slurry to build a ceramic shell around the wax tree.
5. Ceramic Shell build & Dry the shell
After the slurry coating is done, particles of sand are dropped onto the surface of the wet tree assembly. This helps to thicken and strengthen the layer of coating on the wax assembly surface, repeat 5-6 times.
6. De-waxing
Send the shell into pre-heating oven and then the wax inside the newly built shell is now removed. Dewaxing is done using a steam-dewaxing autoclave or flash fire furnace.
7. Melting & Pouring & cooling
Now the desired molten metal is poured into the pre-heated empty mold cavity, The mold then sits to allow the molten metal to cool and solidify which then becomes the final casting.
8. Shell Removal
The shell material is then removed through processes hammer knockout, vibration, and steel grit blasting
9. Cut-off
The finished parts are then cut free from the gating and runner system.
10. Grinding pouring gate
The ingate which remained after the sawing process, is grinded from the casting.
11. Final inspection
Once the finishing operations are done, the parts are inspected for surface and sub-surface defects.
12. Packaging & Delivery
For oversea shipping, we packaging with standard wooden pallet with size limited 1200*800mm

RFQ handle process
-

Get contact
You can find our contact info for further communication in "Contact US" column.
-

Send drawing
The 2&3D drawing format can be PDF, STEP, DWG, DXF and soon, can be sent via email. Wechat, WhatsApp, link.
-

Get quotation
After clear the demand of customer, we can send you the quotation with PDF format for documentation.

-

Sign NDA
For requirements for confidentiality of drawings, we can signed the NDA before you send drawing.
-

Finish feasibility study
The feasibility study of drawing is most key point to ensure the part can be fully meet drawing specifications, which is include material, dimension, surface treatment, and testing request.
Shipping and lead time

1
Delivery shipping port
The nearest shipping port is Ningbo port, the Port of Ningbo-Zhoushan is the busiest port in the world in terms of cargo tonnage. It handled 1.32 billion tons of cargo in last year.

2
Packaging solution
Normally we use the European standard pallet for oversea market, and also input the anti-rust bag for carbon steel parts for rust protection.

3
Available shipping method
We can support various shipping method, including sea shipping, air shipping, train shipping, and DHL, FedEx, TNT, UPS and so on.

4
Samples Leadtime
For CNC machining parts, the lead-time is about 5-10 days.
For casting and machining parts, it's about 25-30 days.
For casting and machining and surface treatment parts, about 30-40 days.
http://www.nbsjcast.com/
-
 R32 Heating System for House
R32 Heating System for House
price: Negotiable
-
 VAPME Crystal 7000 Puffs
VAPME Crystal 7000 Puffs
price: Negotiable
-
 Oxalic Acid 25kg
Oxalic Acid 25kg
price: Negotiable
-
 Edible Glucose
Edible Glucose
price: Negotiable
-
 Stainless Steel Beer Mugs
Stainless Steel Beer Mugs
price: Negotiable
-
 Antimony Impregnated Carbon Rod Blank for Making Carbon Bush
Antimony Impregnated Carbon Rod Blank for Making Carbon Bush
price: Negotiable



